Tubular Reactors, Packed Bed Reactor Manufacturer, Exporter
Concept
Fixed Bed Catalytic Tubular Reactors are Widely used in Research & Development Activities for Catalyst Screening and Testing applications Under High Temperature and Pressure Conditions and also for Processes like Hydrogenation, Oxidation, Liquification etc. These Multiphase Gas and Liquid Reactors are Used in Testing of Fine Chemicals, Petrochemicals, Refineries and Oil & Gas Industries.
Typical System
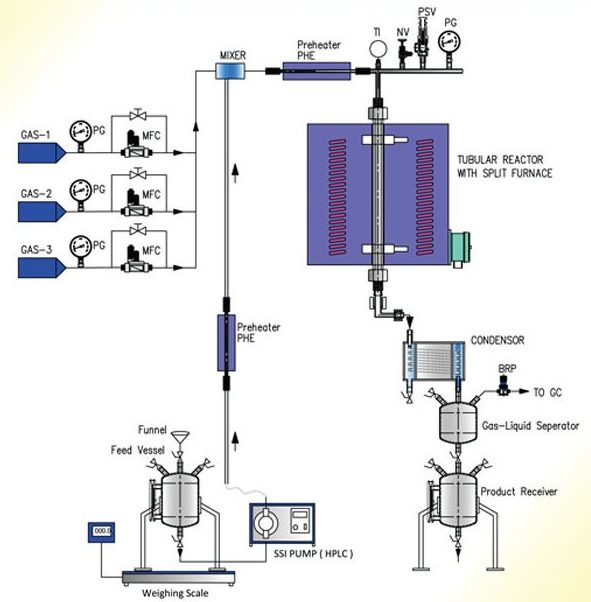
A standard Fixed Bed Reactor System consists
Liquid Feed Vessel with High Pressure Dosing Pump
Mass Flow Meters for Multiple Gas Feeds
Static Mixer for Gases &Liquid Vapour
High Temp Electric Furnace for Reactor
Back PressureValve
Control Panel for Flow & Temp Control
Preheater -Vapourizer Feed for Liquid
Preheater for Feed Gases
Main High Pressure Tubular Reactor
Gas Liquid Seperator
Product Receiver
Aluminum Profile Skid for Entire Unit
Units are available in Compact Skid Mounted Designs as per our standard Packages or as per clients Designs Optional Advanced Models with Wet Gas Meter, SCADA and data Recording, PLC and Computer system are also available as per Clients Requirements
Salient Features
Units available for Operating Pressures upto 150 Bar Gand Temperatures up to 1100 Deg C
Reactor Capacities from 5 cc to 200 Ml available
Reactors available in Various MOC like SS 316 L/SS310R/ Hasteloy C276, Inconel 800 etc